注塑成型工藝在現代制造業中應用廣泛,但有時會出現冷料問題,影響產品質量。今天咱們就來聊聊注塑成型中出現冷料的原因,幫助大家更好地理解和解決這個問題。
1. 料筒溫度設置不當
料筒溫度是注塑成型中的關鍵因素。如果料筒溫度設置過低,塑料原料在料筒內不能充分熔融,就會形成冷料。特別是對于一些熔點較高的塑料,如聚碳酸酯(PC)、聚苯醚(PPO)等,對料筒溫度要求更為嚴格。溫度不夠時,原料只是部分軟化,在注射過程中,這些未完全熔融的冷料就會被注入型腔,導致產品出現冷料痕、表面瑕疵,甚至影響產品的力學性能。
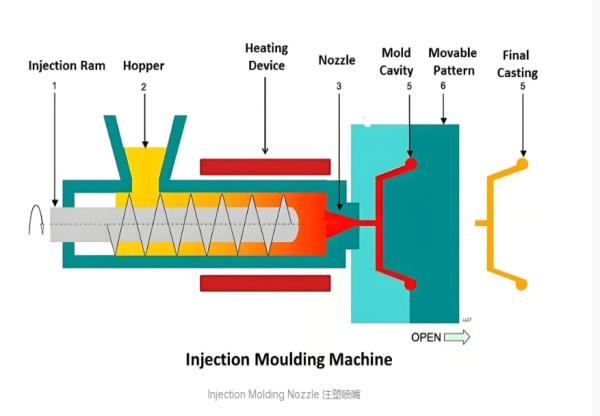
2. 噴嘴溫度偏低
噴嘴作為連接料筒和模具型腔的通道,其溫度也非常重要。當噴嘴溫度設置偏低時,即使料筒內的塑料已經充分熔融,在流經噴嘴時也會因為熱量散失而迅速冷卻,形成冷料。這些冷料在進入型腔后,會在產品表面留下冷料斑,嚴重影響產品外觀質量。
3. 注射量不足或不穩定
在注塑過程中,如果注射量不能滿足型腔的填充需求,塑料熔體在型腔內的流動就會不連續,部分區域可能會因為熔體補充不及時而形成冷料。此外,注射量不穩定會導致每次注射時熔體在型腔內的流動狀態不一致,增加冷料產生的概率。這可能是由于注塑機的螺桿磨損、止逆環密封不嚴等機械問題引起的,也可能與注塑工藝參數設置不合理有關。
4. 模具溫度不均勻
在溫度較低的區域,熔體冷卻速度快,容易形成冷料。模具的冷卻系統設計不合理,如冷卻水道分布不均、冷卻介質流量不穩定等,都可能導致模具溫度不均勻。此外,模具在使用過程中的磨損、變形以及與注塑機的安裝配合不當等因素,也會影響模具的熱傳遞效率,進而引發冷料問題。
5. 原料干燥不充分
塑料原料中的水分在注塑過程中會蒸發,吸收大量熱量,導致塑料熔體溫度下降,形成冷料。尤其是一些吸濕性較強的塑料,如尼龍(PA)、聚甲醛(POM)等,如果在注塑前沒有進行充分的干燥處理,原料中殘留的水分就會成為冷料產生的隱患。水分還可能在高溫下發生水解反應,降低塑料的性能,影響產品質量。 注塑成型中出現冷料的原因是多方面的,涉及料筒溫度、噴嘴溫度、注射量、模具溫度和原料干燥等多個環節。
如果您在注塑成型過程中遇到其他問題,歡迎隨時交流探討,讓我們一起提升注塑工藝水平。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 注塑成型中出現冷料的原因有哪些?
- 熱流道模具設計的主要優勢是什么?
- EDM 如何徹底改變注塑模具制造?
- 哪種注塑成型塑料的強度最高?
- 如何確保注塑模具設計中的壁厚均勻?