模內注塑和普通注塑都是塑料制品成型的重要工藝方法,二者在定義、流程、特點及應用上存在顯著的差異。以下是對這兩種注塑工藝的詳細解析:
一、模內注塑
定義:模內注塑,又稱模內裝飾技術(IMD/IML),是一種將裝飾薄膜與注塑成型相結合的制造技術。該技術通過在注塑過程中將裝飾薄膜嵌入到塑膠制品表面,實現高質感的外觀效果,同時賦予產品優異的耐磨、耐刮、耐化學腐蝕等性能。
流程:
準備裝飾薄膜:通常是將印刷好的薄膜進行成型處理。
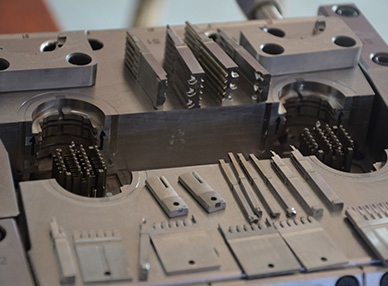
薄膜放置:將成型后的薄膜鑲嵌在注塑模腔內。
合模注塑:模具閉合后,通過注塑機將熔融塑料注入模具內,塑料在薄膜的背面與油墨層相結合。
冷卻固化:熔融塑料冷卻并固化,形成與模具形狀一致的制品。
取出制品:打開模具,取出成型且帶有裝飾效果的塑料制品。
特點:
高精度:由于模具內嵌入了裝飾薄膜,且注塑過程受到模具的精確控制,因此產品精度較高。
高質量:產品表面具有優異的耐磨、耐刮、耐化學腐蝕等性能,且裝飾效果持久。
復雜度高:工藝相對復雜,需要更為精密的設備和技術控制。
成本較高:由于工藝復雜性和設備要求,生產成本相對較高。
應用:
模內注塑廣泛應用于汽車內飾、家用電器、電子產品等領域。如汽車儀表盤、控制面板,家用電器的外殼和面板,以及手機、相機等電子產品的外殼和標牌。

二、普通注塑
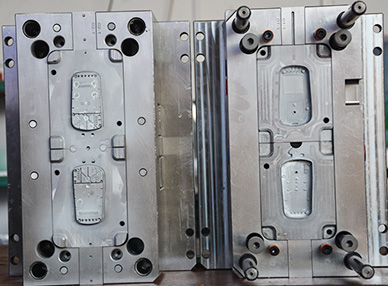
定義:普通注塑是一種將加熱熔化的塑料原料通過注塑機的進料口注入模具中成型的工藝方法。
流程:
加熱熔融:將塑料顆粒加熱至熔點,使其變為流動的熔融態。
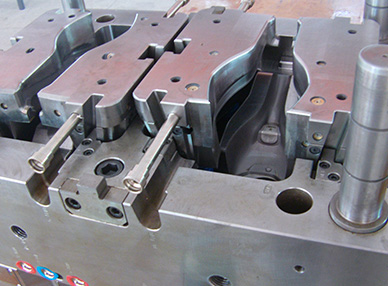
注入模具:通過注塑機的高壓將熔融塑料注入預先設定的模具中。
冷卻固化:熔融塑料在模具中冷卻并固化,形成與模具形狀一致的制品。
取出制品:模具冷卻后打開,取出成型的塑料制品。
特點:
流程簡單:工藝相對簡單,易于操作和控制。
生產效率高:可以實現自動化生產,提高生產效率。
成本低:相比模內注塑,生產成本較低。
精度和質量受環境影響:由于塑料料的流量、模具的溫度和壓力容易受到外部環境的影響,成型產品的精度和質量可能相對較低。
應用:
普通注塑廣泛應用于日常生活用品、玩具、包裝材料等領域。如塑料杯、塑料盆、塑料玩具等。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 什么是模內注塑和普通注塑?
- 塑膠模具系統功能結構有哪些?
- 汽車配件塑料模具價格的合理范圍與影響因素
- 注塑制品成型后的核心后處理工藝深度剖析
- 模具注塑加工中模腔氣體來源有哪些?