在注塑模具加工中廣泛運用深孔鉆削的制作工藝,這類方式必須一個尤其的數控車床或用別的數控車床聯接深孔鉆削設備,如數控車床。銑削在平面內實際操作,與一般的刨床或數控車床有四個不一樣的地方:
①數控車床打孔的深層可以非常大。
②鉆頭支撐點可十分貼近產品工件,好似銑削工裝夾具。
③鉆頭的切削刃立即遭受工作壓力潤化和制冷。
④鉆頭鉆通固態原材料,不需預鉆。
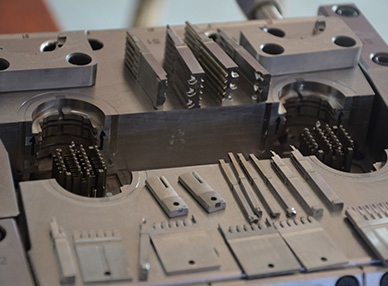
深孔鉆模具加工加工工藝特性:
1.槍鉆原材料
深孔鉆模具加工鉆頭的工作中端,由硬質合金刀具做成。比彈簧鋼更硬,使用壽命更長。頭頂部是用錫焊將其電焊焊接在一根長的無縫鋼管上,無縫鋼管另一端被固定不動在數控車床夾頭頂。工作中端全新升級時約40 mm長,切削刃部可重磨,直至剩下的長短不能在孔內起導向性功效。工作中端越少,偏移的風險就越大。
2.鉆頭的切削刃
切削刃的視角在于被切削的原材料,短刃大概30°、長刃大概20°。它是麻花鉆頭和深孔鉆顯著的差別。沒有鑿尖刃,可是鉆頭十分銳利,明文規定的V形切削刃,緊緊圍繞著鉆頭管理中心和說白了的WV型槽轉動,維持鉆頭在管理中心上,乃至當切削刃在產品工件內部離導向性套很遠方時依然能夠工作中。當深孔鉆模具加工鉆頭逐漸進到產品工件時,頭頂部和桿部3/4圓柱體比麻花鉆頭上十分窄的棱邊能出示更強的導向性,這就有利于避免鉆頭偏移。
3.鉆頭精準定位
在模具加工中選用相近銑削工裝夾具的方式來開展,銷孔歸屬于鉆頭且隨鉆頭一起供應。銷孔導向性在出屑盒頂部被固定不動到設備上,出屑盒用于搜集回到的冷卻液和切屑,而且精準地精準定位鉆頭。導向性面牢牢地沖著產品工件表層固定不動,以至于根據出屑槽回到的冷卻液和切屑能進到出屑盒而沒有滲漏。
4.切削刃的制冷
深孔鉆模具加工鉆頭在全部長短上有一孔,讓冷卻液根據髙壓吸進,冷卻液出入口恰好在切削刃后邊,它制冷和潤化鉆頭,使孔滾動摩擦力最少,冷卻液還根據鉆頭的扇型張口,將切屑沖破。隨后冷卻液與切屑分離出來,歷經過慮后再次吸進。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 日本產品專門模具廠——為您的創意和創新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產品的表面冷料痕會對產品產生什么影響?
- 實用技巧:解決注塑產品發亮問題的三大步驟
- 揭秘注塑行業痛點,專業技術助您解決產品縮水難題